Гибка — одна из наиболее распространенных операций по изготовлениюлистового металла. Также известный как торможение , отбортовка, гибка штампом, фальцевание и окантовка, этот метод используется для придания материалу угловой формы.
Это достигается за счет приложения силы к заготовке. Для достижения пластической деформации усилие должно превышать предел текучести материала. Только тогда вы сможете получить долговечный результат в виде изгиба.
Каковы наиболее распространенные методы гибки? Как пружинистость влияет на изгиб? Что такое коэффициент k? Как рассчитать припуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Мы также написали еще один важный пост об инструментах для прессового тормоза. Знание инструментов поможет вам спроектировать изделия, которые можно изготовить.
Способы гибки
Существует довольно много различных методов www.m-laser.kz гибки. У каждого есть свои преимущества. Дилемма обычно заключается в том, чтобы стремиться к точности или простоте, в то время как последнее находит большее применение. Более простые методы более гибкие и, что наиболее важно, требуют меньше различных инструментов для получения результата.
V-образный изгиб
V-образная гибка — наиболее распространенный метод гибки с использованием пуансона и матрицы. Он состоит из трех подгрупп – штамповка снизу, воздушная гибка и чеканка. На гибку воздухом и штамповку снизу приходится около 90% всех работ по гибке.
Приведенная ниже таблица изгибающих усилий помогает определить минимальную длину фланца b (мм) и внутренние радиусы ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину штампа V (мм), необходимую для таких спецификаций. Для каждой операции требуется определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большего усилия или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.
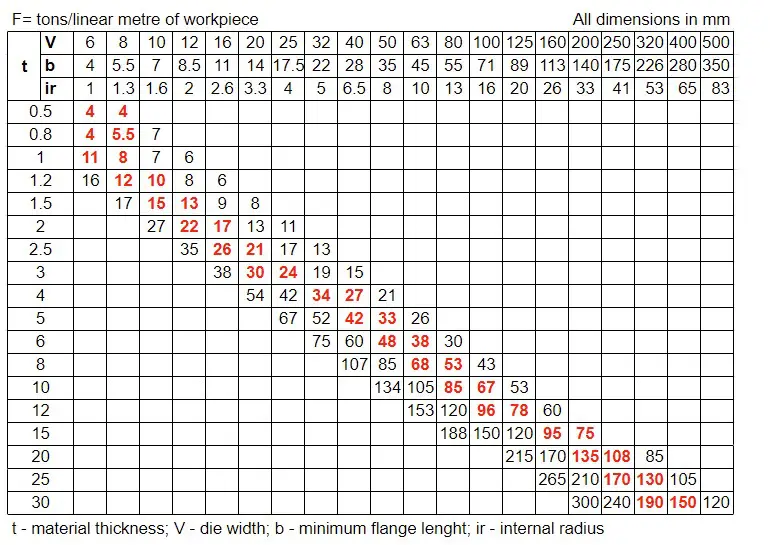
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина штампа составляет 12 мм, а тоннаж на метр — 22. Наименьшая обычная грузоподъемность станка составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общее необходимое усилие составляет 3 * 22 = 66 тонн. Таким образом, даже простой станок с достаточным пространством для сгибания 3-метровых заготовок справится с этой задачей.
Тем не менее, следует иметь в виду одну вещь. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите сгибать алюминий, значение тоннажа можно разделить на 2, поскольку для этого требуется меньшее усилие. С нержавеющей сталью происходит обратное – требуемое усилие в 1,7 раза выше, чем указано в этой таблице.
Низование
Выдавливание снизу также известно как выдавливание снизу. Как следует из названия “выдавливание снизу”, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол выдавливания определяет конечный угол заготовки. При штамповке дном внутренний радиус изогнутого листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейших манипуляций с ней. Низование делает возможным применение этого усилия, поскольку конечный угол задан заранее. Возможность применения большего усилия уменьшает эффект пружинения и обеспечивает хорошую точность.